
Mai témánk: az extruder, és annak kalibrálása. Fontos ez? -Nyílván az, különben nem is született volna erről post. Amennyiben érdekel, kattints a lentebb lévő tovább gombra, és olvasd végig a cikket.
Az extruder-feeder
Az extruder feeder (extruder adagoló) feladata, hogy a filamentet tovább szállítja a fúvóka (nozzle) irányába. Vezérlésük alapján két osztályba soroljuk őket, mégpedig:
-
Direkt extruder
-
Bowdenes extruder
A direkt extruder közvetlenül a nyomtatófejhez van csatlakoztatva, a bowdenes pedig egy PTFE (teflon) csövön keresztül. (Bal oldalt a bowdenes, jobb oldalt a direkt vezérlésű). A legtöbb extrudert mind a kétféle vezérlésben fel lehet szerelni a nyomtatóra.

Nemcsak a vezérlésük alapján különböztetjük meg az extrudereket, hanem a mechanikájuk alapján is. A gyártók különböző adagolókat gyártanak, a teljesség igénye nélkül az alábbiak a leggyakoribbak:
Egyszerű extruder
Nevéből is adódik, hogy nem egy űrtechnológiáról van szó. Általában az olcsóbb nyomtatókat ezzel látják el,műanyag változatban. A műanyag változat nem egy életbiztosítás, sajnos könnyen reped meg, ami hibás működéshez vezet. Érdemes legalább egy fém változatra cserélni. A lenti képen a Creality Ender 3 pro gyári műanyag extrudere látható.
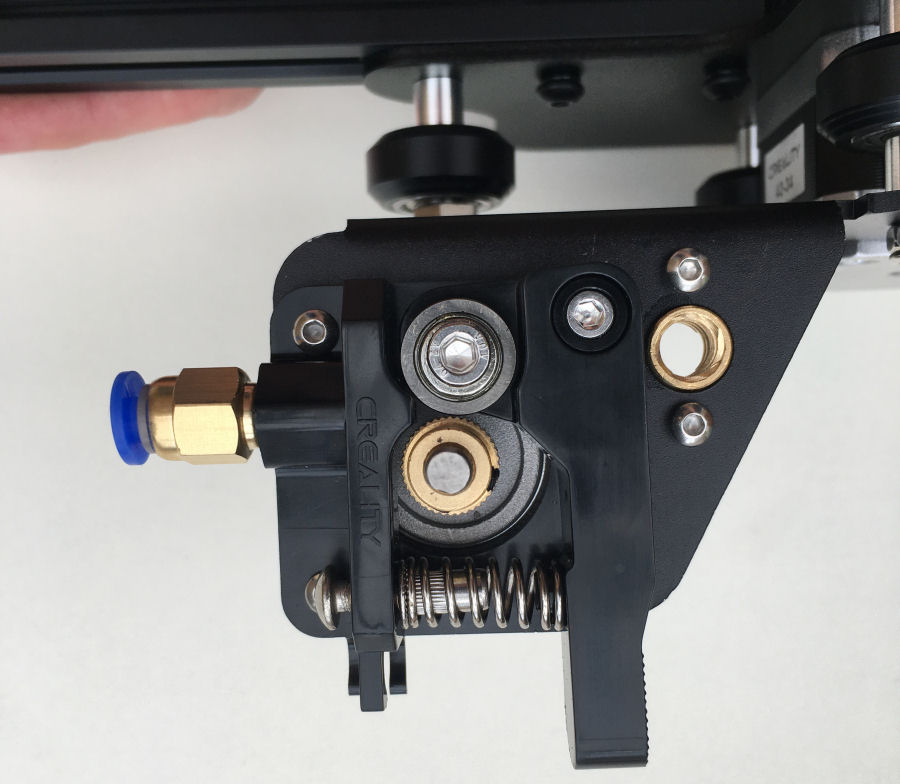
Ez a műanyag extruder közvetlenül ráfekszik a Nema-17 léptetőmotorra. A Nema-17 tengelyén található egy meghajtó fogaskerék, átellenben pedig egy golyóscsapágy. A golyóscsapágy egy rugós műanyag karon található, amit ha lenyomunk, tudjuk tehermentesíteni az extrudert. Amint tehermentesítettük, szabadon át is tudjuk tolni rajta filamentünket a kivezető csatlakozó felé. Amint átdugtuk a nyomtatószálat, a motor közvetlenül tudja majd meghajtani azt.
BMG extruder
A BMG extruder már egy kicsivel fejlettebb technológiának számít. Felépítése hasonló az előzőhöz, ugyanúgy egy karral tudom tehermentesíteni a léptetőmotort. Lényeges különbség, hogy a nyomtatószál meghajtása nem közvetlenül a léptetőmotorral történik, hanem áttételezve van. A Bondtech gyári BMG extruderei kiváló minőségűek, csak az áruk sajnos drága (kb. 30 ezer forint). A kínai piac azonban kitermelt ún. BMG-clone extrudereket, amik gyakorlatilag az eredeti másolatai. Hátrányuk hogy egyes változatuk műanyagból készülnek, így a fogaskerekek sem olyan tartósak. Előnyük viszont az áruk, mert az viszont legalább olcsó (kb. 3 ezer forint). A lenti képen egy szétbontott átlátszó BMG-clone extruder látható.

Most már vége is a tanmesének, vágjunk is bele a beállíításokba.
Extruder kalibrálás
Extruderünk kalibrálása lényeges története a nyomtatási beállításoknak, hiszen célunk a tökéletes nyomtatott tárgy kihozatala a megfelelő anyaghasználattal. Lényege, hogy a léptetőmotorunkat a nyomtatóról vezérelve léptetjük 100 mm-t. Amint a nyomtatónk befejezi a motorvezérlést, tolómérővel megmérjük, hogy pontosan 100 mm-t haladt-e a filament. Amennyiben nem, utána kell állítanunk. Lássuk is hogyan.
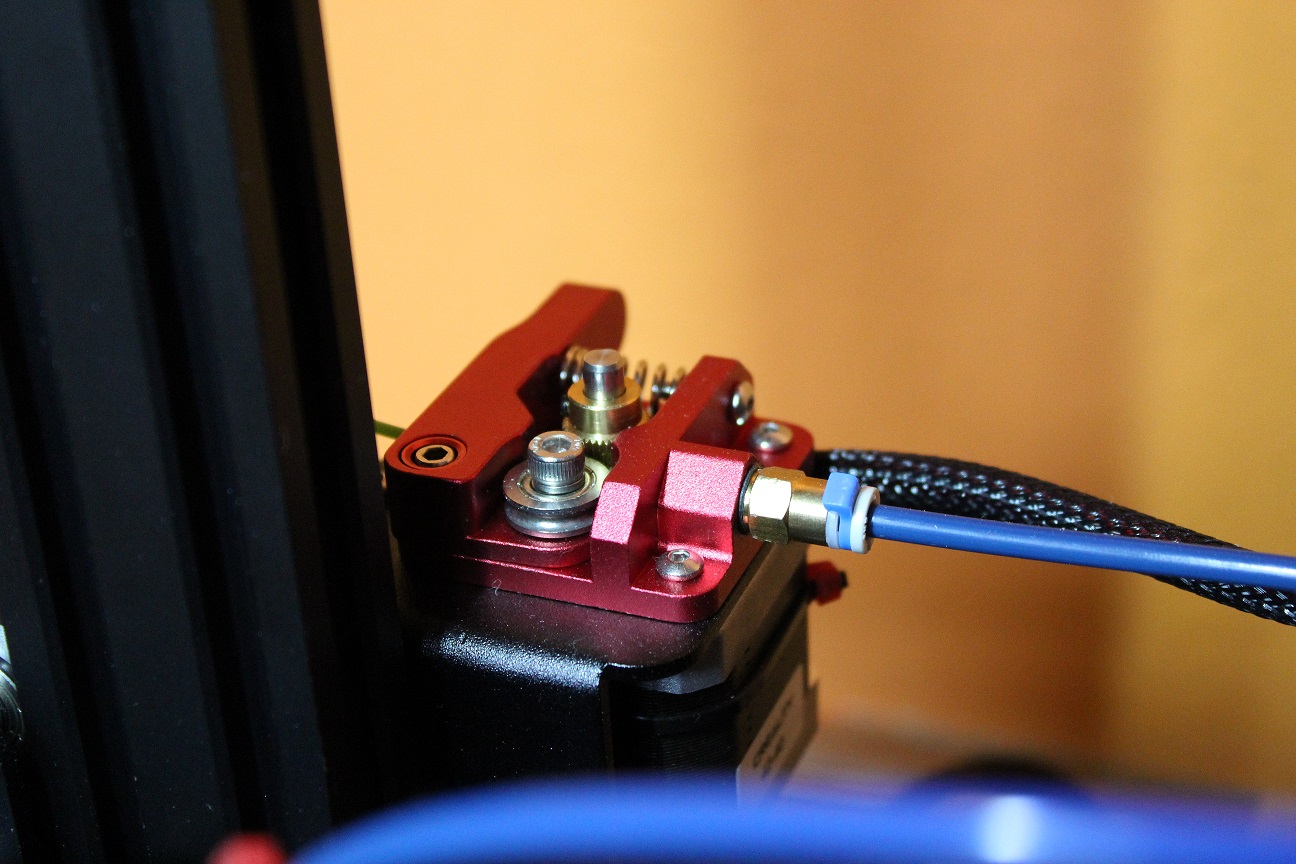
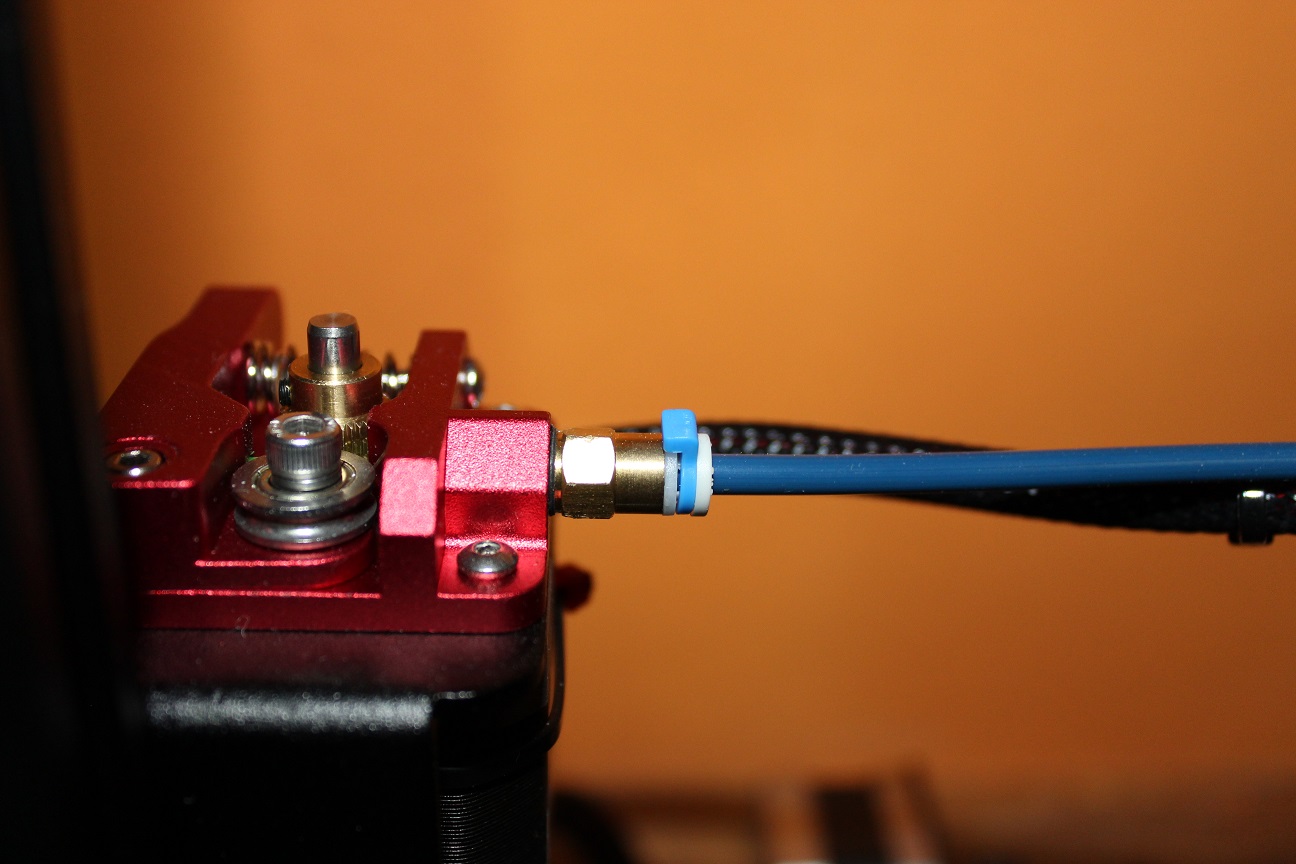
Példánkban az alábbi egyszerű fém extrudert kalibráljuk:
(0.) Filament betöltése
Nyomtató menüjében: control-temperature-nozzle-200. Ezzel a beállítással felfűtjük a fúvókát 200°C-ra. Az extruder adagoló kart nyomva tartva az átvezető lyukon a filamentet átfűzzük, amíg a PTFE csövön teljesen át nem halad és a fúvókán nem kezd el kifolyni.
1. A filamenten az extruder adagoló karjától kimérünk tolómérő segítségével 100 mm-t, amit alkoholos filctollal bevonalazunk. A 100 mm kimérése után még rámérhetünk plusszba 10 mm-t, hogy megkönnyítsük későbbi életünket. jelen példában csak a 100 mm-t mértem ki.
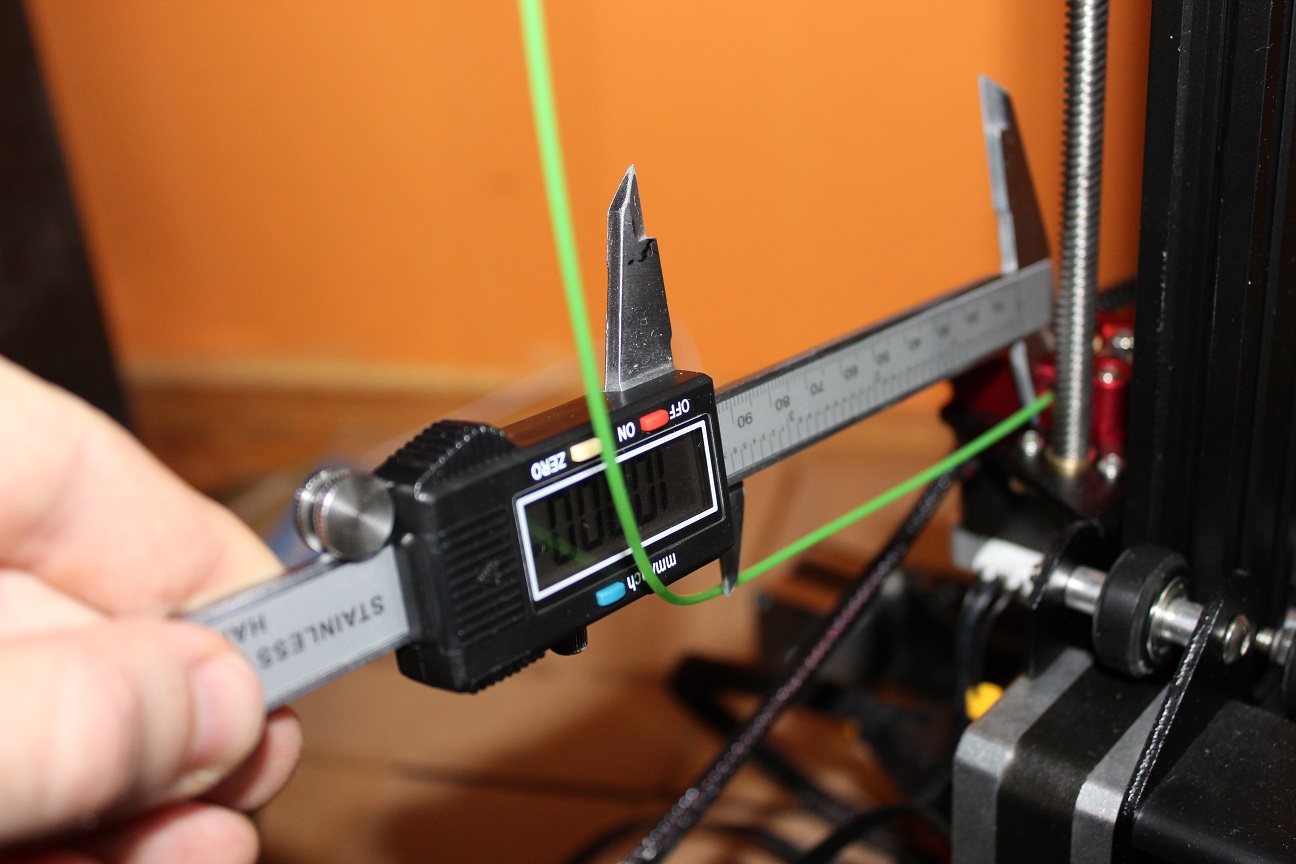
3. Amint kimértük és bevonalkáztuk a filamentem a fenti mennyiségeket, a nyomtató menüjében a léptetőmotort vezéreljük pontosan 100 mm-t. A nyomtató menüjében keressük ehhez a move menüpontot, és ott az extruder értéket vigyük fel 100 mm-t. A léptető motorunk ilyenkor elkezd dolgozni, figyeljük a vonalkáinkat hogy közelednek az adagoló elejéhez. Amint végzett a motor, tolómérő segítségével mérjük le, hogy mennyi hiányzott még a cél eléréséhez, vagy mennyivel lépte túl a 100 mm-es vonalunkat.
A képen látható, hogy nálam nem érte el a 100 mm-es vonalat. Tolómérővel lemértem, még 5 mm hiányzott hozzá. Tehát ha a nyomtatóm 100 mm anyagot akar továbbítani a fúvókához, akkor nálam csak 95 mm jut el odáig. Ezt nevezik alul extrudált állapotnak. Értelemszerűen ha pl. 105 mm-t haladt volna 100 mm helyett, akkor felül extrudáltnak nevezzük. Ezek az állapotok azért nem jók, mert anyaghiányos lehet a nyomtatott tárgyunk, vagy éppen a sok anyag dugulást okozhat.
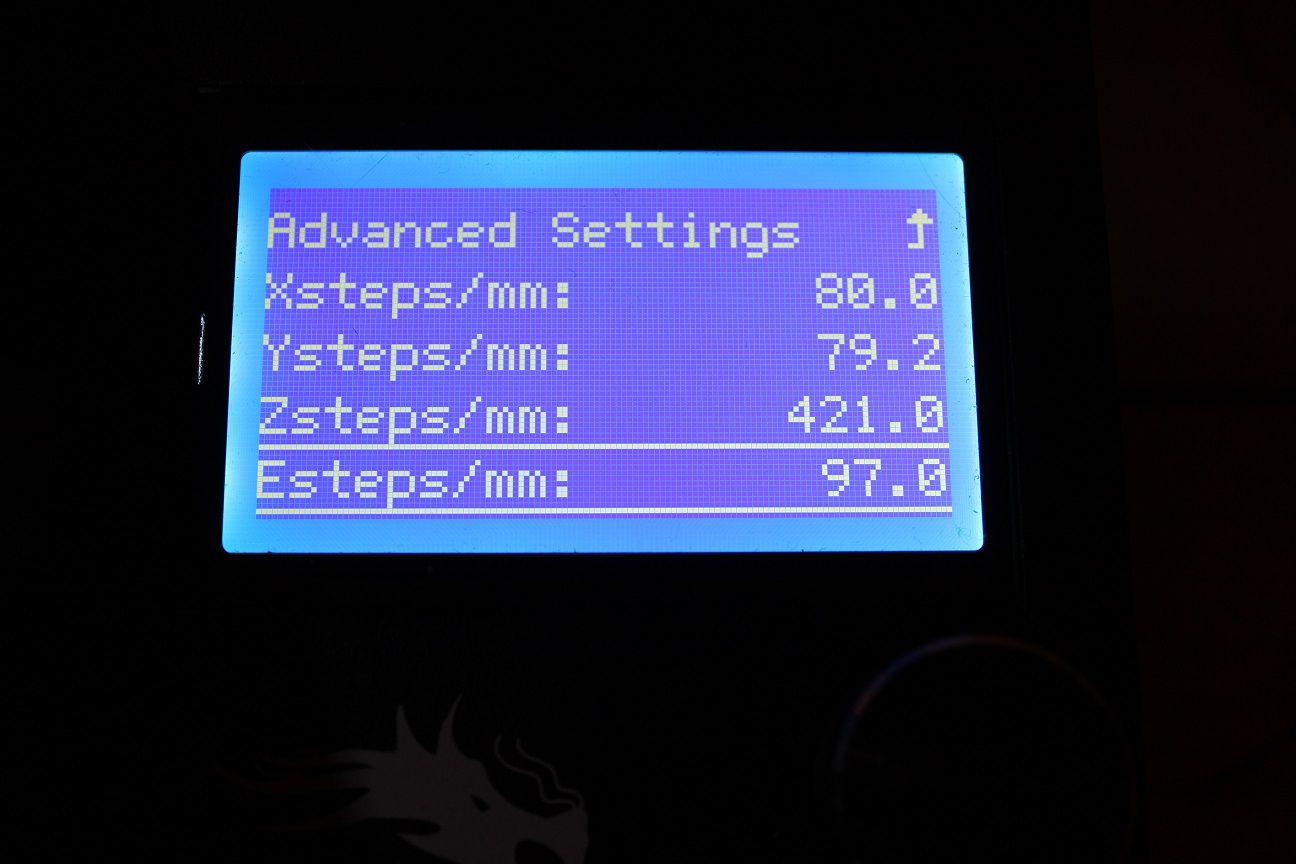
4. Ahhoz hogy beállítsuk a léptetőmotort, lépjünk be a motion menüpontban, és ott válasszuk az Esteps/mm pontot. Itt ez alapesetben 93 steps/mm-re van állítva, ami azt jelenti hogy a motor 93 lépést tesz meg mm-ként. Ahhoz hogy megkapjuk az új értéket, az alábbi képletet kell használnunk:
(elméleti hossz [mm] x jelenlegi Estep) / (mért hossz [mm]), azaz a mi példánknál maradva
(100 x 93) / (95) = 97,89
A képlet alapján nálam az Estep értéket 97,89 steps/mm értékre kell állítanom.
Miután beállítottuk, ismételten mérjük ki a 100 mm-t a filamenten, és ellenőrizzük le a motort, hogy most helyesen áttolja-e a megfelelő mennyiségű filamentet a fúvókán.
5. Amennyibe kalibráltuk nyomtatónkat, a control menüpont alatt a store settingsben mentsük a beállítási értékeinket. Az alaplapba való beírás során egy csipogó hangot fogunk hallani. Fontos: ha ezt nem tesszük meg, akkor a következő nyomtató ki-be kapcsolás során az előző mentett értékre fog visszaállni a nyomtató (esetemben 93 step/mm).
PRO módszer, avagy kalibrálás kicsit másként:
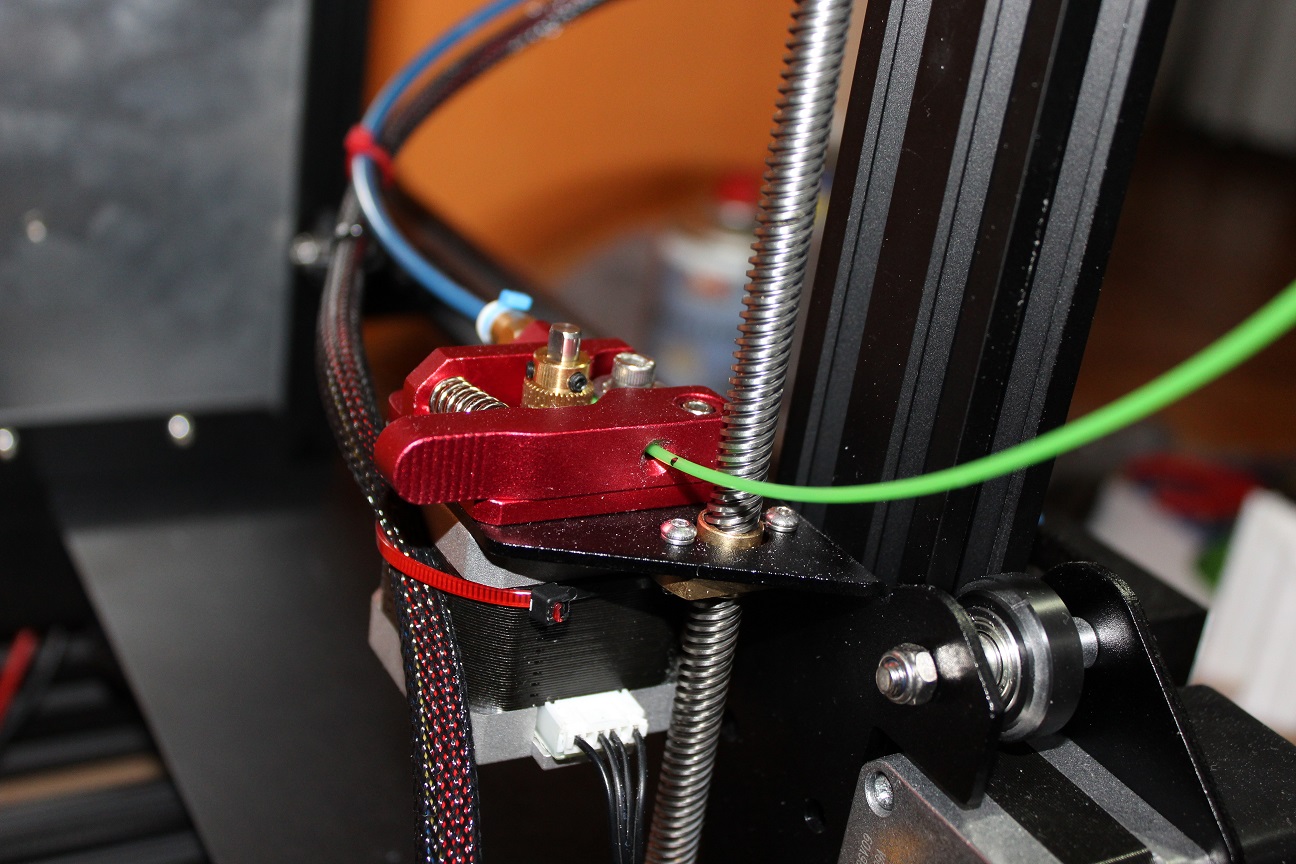
Nem muszáj megcsinálni a (0.) lépést, ha először még nem töltjük be filamentünket az extruderbe, hanem kicsavarjuk a PTFE csövet csatlakozójával együtt az adagolóból.
Amikor kicsavartuk, átvezetjük a lyukon a nyomtatószálat egészen az extruder PTFE csatlakozó menetének végéig. Amikor ez megvan, léptessük a motorunkat 100 mm-t, majd vágjuk le a levegőben kunkorodó filamentet, és mérjük le tolómérővel. Innentől kezdve a beállítási folyamatok ugyanazok, mint ahogy azt fentebb említettem. Ez a módszer annyiban másabb, hogy itt nem kell kimérni és filcezni a filamentet, továbbá nem használjuk a nozzle-t (mivel kiiktattuk a PTFE csövet).
Mind a két módszer helyes, válasszátok ki a nektek tetszőtt és végezzétek el a beállítást. Fontos beállítani, mivel így lesz szép a nyomatunk, továbbá megőrizzük vele extruderünk és a nyomtatófej alkatrészeinek élettartamát. Igyekeztem lényegretörően írni ebben a cikkben, de fontosnak tartottam Ádámtól és Évától kezdeni, hiszen meg kell értenünk nyomtatónk működését, hogy a későbbi hibákat később magunk is orvosolni tudjuk.
Források:
https://apiumtec.com/direct-vs-bowden-extruder
https://www.dreamgreenhouse.com/reviews/Ender3Pro/index.php
https://www.aliexpress.com/i/4001250805599.html


